|
東莞信展超冷
CRYOGENIC PROESSING
超冷處理的應用
前言:
傳統產業競爭力在面臨2000年後的工業結構轉型與升級,也必須做出正確的改變。品質保證將由競爭條件轉為生存條件,如今世紀交替之際,為工業產品提高效能,於下一個世紀來到前奠定競爭基礎是目前所有工業人所面臨的課題。
回顧近一、二十年來設備的更新,不斷的教育訓練讓技術人員的能力提升,為的是品質達到一定的水準。
當品質保證已經不二價時,金屬材料的基礎工程更顯得重要,然熱處理的基礎工作讓工業產品的品質未臻完善,雖然熱處理賦予金屬材料生命,但是未給予壽命與效能。
完整的基礎工程除前置的熱處理外,尚包括後序的金屬過冷處理,方是保證品質的基礎工作。
金屬過冷處理-超冷處理(DeeP Cryogenic Treatment)將是唯一的選擇。
壹.金屬過冷處理的的變格:
一、 深冷處理(Sub-Zero)VS超冷處理(Cryogenic Treatment)
殘留沃斯田鐵(AUSTENTTE)不僅會降低刀具、模具的磨耗強度、而且在受到外力刺激時會將已經安定的沃斯田鐵不安定化而變態成初生型的麻田散鐵(MARTENSTTE),使耐衝擊性惡化,又因兩種組織的容積比不同,成型精密刀具、模具會產生體積膨脹、及應力破裂的情形,嚴重影響尺寸精度,使工件付之流水。
如何使鋼材在成型後得到具有優良機械性質的回火麻田散鐵組織、降低沃斯田鐵的殘留量及消除淬火、加工(線割、放電、研磨)過程中所產生的應力集中為目前精密工業界主要的課題之一。
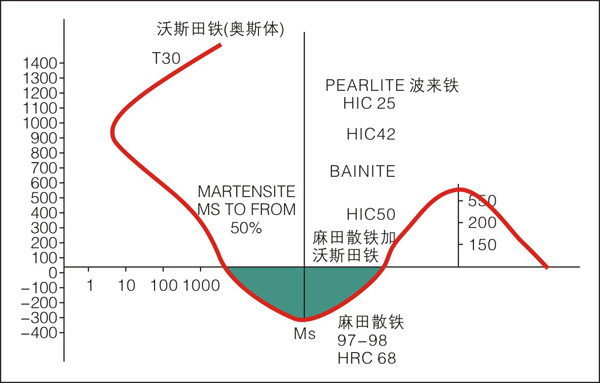
我們先從麻田散鐵變態的時機(Ms~Mf)圖一開始探討,再說明超冷處理的理論基礎及所產生的效益,與深冷處理的不同處。
二.麻田散鐵的變態時機(Ms~Mf)
將高溫的淬火組織施以適當的冷卻處理可得到高機械性質的麻田散鐵,由(圖一)可知溫度曲線閃過波來鼻到達+200℃附近時,冷卻速度變的緩慢,該溫度既為Ms點,麻田散鐵開始變態的溫度,溫度持續下降至常溫,麻田散鐵比率約83%如果溫度可以持續下降則麻田散鐵變態可以繼續進行,至-196℃時麻田散鐵比率可達97~98%,約有殘留沃斯田鐵2~3%。然以上為學界實驗室中進行的實驗研究及麻田散鐵變態推演。
以目前業界的環境及熱處理的調任,麻田散鐵的變態(Ms~Mf)是不可能一次完成的,而是分段進行的,有人認為淬火完成後1小時內須進行金屬過冷處理,亦有文章發表在淬火完成後6分鐘立刻進行過冷處理,其目的只有一,當殘留沃斯田鐵安定後不易再不安定化而變態成麻田散鐵,是目前金屬過冷處理所須要求克服的技術重點,並非只要有經冷處理就能達到效果。
目前業界有數種冷處理的方式,以下將針對其基礎理論、效益逐一說明:
三.深冷處理(屬Sub-Zero)
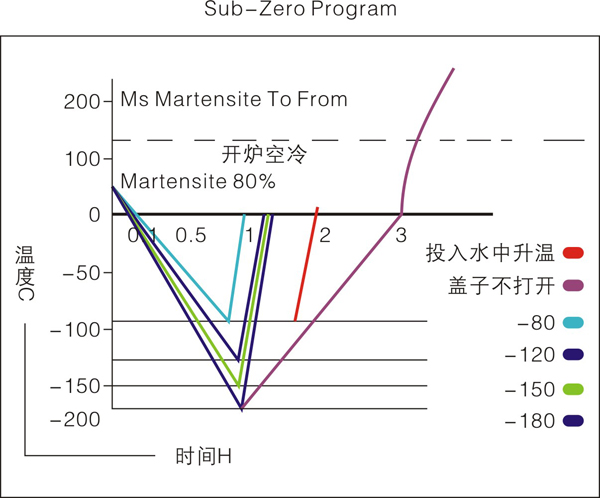
處理方式:
以液態氮做為冷凍劑,於淬火後進行(約6分鐘)。如果先以100℃熱水從事1小時熱水回火就可於淬火稍後進行(約1小時內)不必畏懼殘留沃斯田鐵安定的問題,並且可以直接滲入液態氮氣中保溫時間長短並不重要,只到達所須要的溫度即可,,保溫不會發生不良後果,但不符合經濟原則。若想從深冷溫度加到室溫並非采自然解凍,而是將工件直接投入水中或熱水中解凍。(以上節緣模具熱處理一書,作者大和久重雄)。
處理時間:
以20-40分鐘內將溫度下降到-80℃~-130℃,再將工件以自然解凍或水中解凍方式回到室溫,就算完成,約1-3小時。
所得效率:
1. 提高工件硬度約1-2度,增加耐磨耗強度。
2. 消除殘留沃斯田鐵,增進尺寸穩定性。
實際使用投石問路與筆者評論:
1. 工件要降溫首先內熱要拿掉,拿掉工件內熱須要的是時間,短時間內溫度下降急速,壓應力增加容易讓工件破裂,並且無法針對成型高硬度的工件做處理(例碳化鎢PUNCH)。
2. 直接將低溫狀態工件投入水中或熱水的目的是要在工件上產生一個外力去刺激已經安定的沃斯田鐵不安定化而變態成麻田散鐵,這種外力的產生是讓工件溫度作急速的變化,雖可得到少許初生型的麻田散鐵,但產生的熱震現象,卻讓工件殘留應力增加,整體機械性質下降,疲勞強度減弱,異常崩裂的情形經常發生,使用者損失慘重。這種刺激變態的該項是不可控制的,並不科學。
3. 未對又硬又脆初生型麻田散鐵做妥善的回火後續處理,會從應力集中的地方破裂。
4. 液態氮不可以直接接觸工件,極低溫造成的壓應力會讓工件產生裂紋
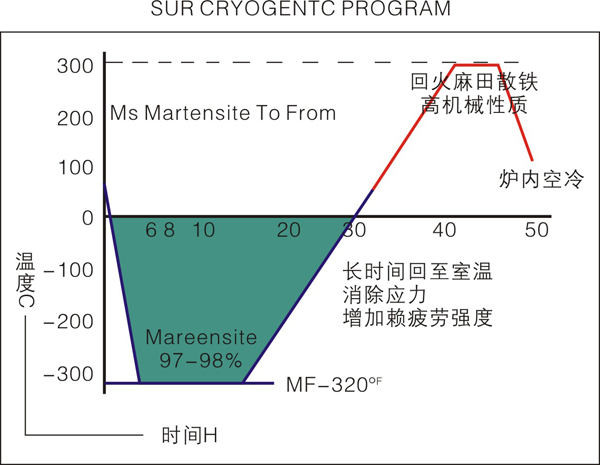
四.超冷處理(Cryogenic Treatment)
超冷處理(-320℉)約-196℃,是近一、二十年所發展出的新的觀念與技術,超冷處理的效益並非只有將殘留的沃斯田鐵變態成麻田散鐵這單一目的與效果,而是在提升工件整體的機械性質,該技術在美國工業界已經廣泛的應用。
美國麻省理工學院物理博士JeffLevin現路易安那大學金屬材料博士Dr.R.Fbarron發展出程式控制式超冷處理,對安定的沃斯田鐵如何讓它不安定化、及提升整體機械性質有非常高明的辦法。
運用程式控制系統及處理爐的保溫能力讓溫度緩慢的下降至-320℉。因為緩慢的降溫不會產生冷震現象,並且保持該溫度一段相當長的時間,這長時間極低溫的環境中可讓安定的沃斯田鐵不安定化而變態,使金屬組織更細膩,再以0.66℉的升溫速率回到室溫,目的是在消除淬火及加工後所殘留的應力,並且可以避免熱震現象的產生,最後在同一個處理爐內做回火處理,得到高機械性質的回火麻田散鐵組織。(處理前後金像圖比較圖四)。
處理時間:
以SUJ2熱處理後鋼材為例:降溫至-320℉→持溫-320℉→升溫→回火300℉完成共須46H。
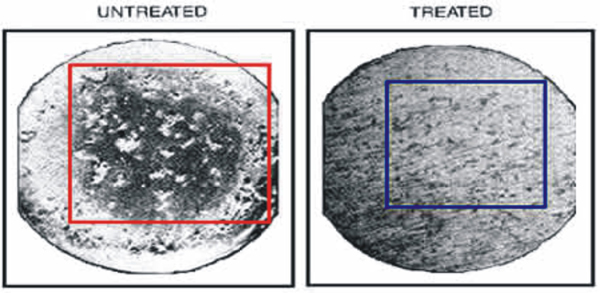
上图为两具S5打片机冲头以生产NaCl(氯化钠)片,左边之标准冲头
仅打4000000片,而右边经超冷处理者则打出64000000片.
图四
超冷處理效益分析:
1.殘留沃斯田鐵幾乎完全轉變成麻田散鐵(約97%~98%)。
2.比一般熱處理工件或深冷處理工件更能提升耐磨耗性(圖五)。
3.使組織細膩結構勻析出細微碳化物。
4.消除殘留應力。
5.硬度完全不發生變化。
6.可處理已經成型的刀工具,並且不變形、不變色。
五.金屬過冷處理的基礎觀念比較:
傳統深冷處理:
A.必須要在淬火後1-3H內馬上進行(有文獻強調必須在6分鐘內)
(SUB-XERO) 否則會因溫度沒有持續下降,而未變態的斯田鐵安定了,將無法再變態成麻田散鐵。
B.淬火後零件進行深冷處理前先放入100℃熱水中1H的回火,否則會發生深冷龜裂。
C. 處理時間20分鐘至1H,溫度急速下降。
D. 從深冷溫度恢復到室溫並非採取自然解凍,而是將工件直接投入冷水或熱水中急速解凍。
E. 造成金屬表面的小裂痕影響耐磨耗性。
程式控制式超冷處理;
A.不受處理時效限制,運用程式控制式的溫度變化製造一個極大的外力((-320℉)而產生感應變態,幾乎將殘留的沃斯田鐵完全變態成麻田散鐵(98~99%)。
B. Ms以下溫度下降必須緩慢,否則工件的耐衝擊性將惡化,更因為溫度緩慢變化下降不會造成工件的變形。
C.降溫升溫完全由電腦程式控制,工件的殘留應力幾乎可以完全消除,並在同一個處理槽內完成熱回火得到高機械性質的麻田散鐵不會延誤回火時機。
D.超冷處理的效益裏單單只有將殘留的沃斯田鐵變態成麻田散鐵消除殘留應力,讓組織細膩形成微細碳化物顆粒強化機械強度。
E.不會造成金屬表面的小裂痕,增加使用壽命。
F.可運用在非金屬工件、零件產品。
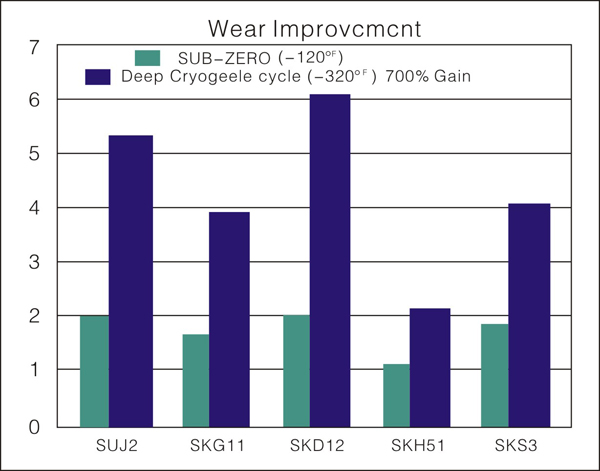
图五
图六
六.結論
殘留沃斯田鐵與硬度是影響工件耐磨髦的主要因素之一,但不是全部深冷處理所造成的效益是無法滿
足現階段高工資講求高品質、高效益的產業結構。近日在之加哥一場模具材料展覽中有場專題報,文
獻中提到工件發生磨耗的主要原因有;(1)殘留應力(2)平面的小裂紋(3)疲勞強度減弱(4)分子結構不均勻(5)表面的黏著性(6)碳化物中殘留斯田鐵(7)紋路邊緣的應力集中。(圖六)超冷處理幾乎全能改善上述的發生情形。
超冷處理對工件磨耗強度有顯著的影響,針對模具尺寸的穩定性是有突破性的效益。
應用在衝壓模具上實例說明:
材料SKD11 20厚*150寬*300長的範本製作兩塊經熱處理後硬度HRC59°,一件經深冷處理(A),另一件經超冷處理(B),經研磨加工後(平面研磨公差0.002mm,不含面粗度)放置一段時間(一周、二周、三個月)觀察尺寸的變化,A、B範本尺寸幾乎沒有產生任何的變化,欲將兩塊範本製作成衝壓業使用的精密模具,再經反復的加工處理、放電、線切割(粗割)、研磨後再經線切割(精修)公差0.002mm或0.005mm(不含面粗度),再放置一段時間後(約十天),再觀察尺寸的變化,B板經超冷處理尺寸依然保持在公差的範圍內,而A板的線孔隙與孔隙間的尺寸、四方孔隙的平行度、平面與孔隙間的垂直度已經完全變形,變形已達0.01-0.03mm間,穩定性更差的範本變形量甚至有高出0.03mm以上。並且在±15℃範圍內B板的熱脹冷縮比A板約少三分之一。
造成變形的原因是反復的加工動作(放電、線切割)所形成強大的外力,將殘留已安定的沃斯田鐵不安定化而變態成麻田散鐵,因為比容積不同,範本做不規則的膨脹,線切割孔隙變小、範本變長。
由上列可知深冷處理不能有效的消除殘留的沃斯田鐵,程式控制式超冷處理是唯一有效降低殘留沃斯田鐵的方式。
超冷處理的技術與設備是由本公司董事長孫立德先生于七年前自美國引進國內,筆者實際操作設備七年並在業界實務推廣該技術,七年來深受刀工具業、精密衝壓、塑膠模具業者肯定,應用漸廣。更希望業界先進不吝賜教。
貳.其他應用方面:
一、 超冷處理針對銅合金的效益:
點焊用焊接銅電極若施與超冷處理(Deep Cryogenic Treatment),不僅電極的端面磨耗與塑性變形會減少,並且還能延長3-5倍的壽命。不會發生組織變態的銅合金,經超冷處理後可以顯著的增加材料工件的使用壽命,雖然到目前還沒有正確的理論基礎,尚無法明白其原因,但能夠確定的是銅合金的組織會更為緻密,同時促進時效(aging),增加塑性變形的阻抗,單次使用除增加3-5倍壽命外,積碳會從原先0.20-0.25mm降低至0.08-0.13mm可顯著的降低再研磨量。
除了電焊電極與放電電極外,氧氣一乙快焊用火口(黃銅制)經超冷處理後可以延長二倍的壽命。
美國資訊工業更將該技術運用在電子零件與積體電路上,如將電腦主機板、主記憶體、晶元片等,除消除殘留應力外,可增快運算的速度,並可延長二倍的壽命。
二.超冷處理針對鋁合金的效益:
把硬鋁(duralumin)固溶處理後,再進行超冷處理(Deep Cryogenic Treatment),由於可以促進及大幅消除殘留應力,故可以提升整體機械性質。此外尚有將鋁合金鑄件經超冷處理後能提升其被削性的研究資料。
目前在臺灣的機械工業中運用超冷處理提升鋁合金效能有數十個實際案例,大部分經超冷處理的材料有7075、6061等。尤其是鋁合金制的運用在高速運轉的機械零件經超冷處理後效果更為顯著。
而日本日立重工所發表的研究結果也和上述的結果相同,近年來超冷處理之效益於美國工業界大放異彩,均以專業超冷處理形態應用於工業界包含金屬及非金屬類。
超冷處理的技術自1991年由孫立德先生引進國內,專業於工具鋼、合金鋼、粉末燒結合金、銅合金、鋁合金、處理技術上。
應用行業包含衝壓模具、精密下料模具、塑膠模具、切削刀具、滾齒刀、拉刀、螺絲沖模、螺絲牙板、括胡刀片、往復式括胡刀片、機械零件(織布機零件、拉鏈機零件、馬達軸心、精密機械軸心、針織機零件、封裝機零件)、氣動工具零件、賽車引擎、鈦金屬合金及零件、自行車鋁合金零件、自.機.汽車煞車盤煞車鼓、運動器材、高爾夫球頭、高爾夫球、電子積體電路零件、彈簧(精密彈簧效果更為顯著)、電接點零件、變壓器、不銹鋼或燒結不銹鋼(300及400系列)零件、銅電極、點焊頭、乙炔焊口、銅樂器及琴弦、CD唱片、NYLON襪、鐵弗龍等。
以上各行業之處理刀具零件均作過效益分析及實際使用測試評估,效果卓越,目前臺灣工業成功地應用該技術持續增加,並適範圍一直再擴大,超冷處理不論理論探討及制程研究上都有很大的發展空間,在成本效益上將有極大的貢獻。
模具工業的應用:
東莞信展超冷
CRYOGENIC PROESSING
金屬冷處理之精髓—超冷處理
早期金屬冶金專家認為將溫度低至-84℃~-120℃已足夠將工具鋼淬火後殘留沃斯田鐵變態成麻田散鐵,並認為沃斯田鐵變態麻田散鐵的過程(Ms~Mf的變態區)只與溫度有關,而與保持該溫度的時間無關。但必須要於淬火後1小時內施以低溫處理(零下處理,深冷處理)殘留沃斯田鐵安定化後無法使其變態成麻田散鐵。
經若干年的實驗證明顯示麻田散鐵含量與保持該溫度亦有關聯,雖然不是直接影響麻田散鐵的變態,卻能給予工具鋼良好的變態環境,能直接影響已經安定化的沃斯田鐵重新活躍起來變態成麻田散鐵。
事實上低溫處理所產生的效應不是一個新的發現,早在100多年以前瑞士鐘錶製造商已知將高耐磨耗的鐘錶零件儲藏在高山洞中一、二十年,以自然 冷氣空調增加零件的穩定性與耐磨耗。注重時間與高價值的要求下,以無人有此時間成本,因而零下處理、深冷處理(Sub-Zero)、超冷處理(Cryogenic Treatment)相繼應運而生,以迎合現代商品的特質。
超冷處理名詞的出現可追溯回1937年,前蘇聯應用此技術於工具鋼上,尋求改進刀具的性質,但礙於技術瓶頸無法突破(如精准地恒低溫保持一段時間,控制冷卻及加熱的速率等)而沉寂一時。
美貝特紀念基金會(Battelle Memorial Institute)所長Gary博士發起成立超冷處理研究委員會,該委員會的宗旨是針對超冷處理能夠提升工具鋼、銅合金、等耐磨耗性及防止擱置變形之研究。集近三十年相關研究成果及文獻並結合美國麻省理工學院數位電腦控制系統博士Jeff Levin發展出精准的處理設備(對流降溫、升溫,準確的控制升降溫的速率,恒低溫-320℉保持,依處理物材料可設定99種保證浸透階段)將工具鋼、合金工具鋼、模具鋼、高速鋼等不同鋼材歷經超冷 處理後以顯微鏡觀測組織的變化,X射線解析、碳化物析出、電阻阻抗變化及比重測定,進行衝擊值、熱軋硬度、殘留沃斯田鐵、耐磨耗實驗。研究結果根據Dr.R.F.Barron教受報告指出,超冷處理計能發揮下列優點。
一.殘留沃斯田鐵幾乎完全轉變成麻田散鐵(97%-98%)。
二.比一般熱處理元件或普通深冷處理元件更能提升耐磨耗性。
三.使組織微細化及細微碳化物析出。
四.消除殘留應力。
五.硬度完全不發生變化。
一、衝壓模具:
1992年起將超冷處理的技術應用在精密模具工業,當時的衝壓精密工業環境正面臨,提高生產速度、產品精度提升等瓶頸。如何改善模具的精密度、克服模具尺寸異常膨脹、定位精度流失等問題、降低模具維修費用、為當時的一大課題。超冷處理適時的被廣泛應用在精密衝壓模具工業,至今17年深受業界肯定。
針對衝壓模具超冷處理計能發揮下列優點:
1.保持線切割後的尺寸精度,不因時效產生組織變態造成材料不規則的膨脹,定位精度流失。
2.容易研磨,並且精度容易控制到達
3.線切割(粗)後,切割孔徑的垂直度與平面的變形量減少可降低精修成本。
4.正負20℃以內熱脹冷縮只有原來的三分之一,可由靜態精度間接控制到動態精度。
5.線切割大工件或薄工件時不會因材料變形產生夾線情形。
6.模具量產時,下範本、脫料板、料帶摩擦產生的痕跡(浮水印)可以降到最低,只有原來的1/5.
7.沖切刀口使用壽命提高數倍,降低大量成本。
二、壓鑄模具:
近年,因製品朝向複雜化,簿肉化,鑄造表面的高機能化和高品質化等方向,而且日趨嚴格。影響壓鑄模具壽命的原因大可以分為熱疲勞龜裂、熔損、燒付、磨耗等,但80%的壓鑄模具損壞來自熱疲勞龜裂。
雖然壓鑄模具熱疲勞龜裂發生必須考慮到模具的形狀與依力學的觀點來分析。但就整體的模具材料而言,高溫強度與韌性不足為熱疲勞龜裂的主要原因,其來自于麻田散鐵基地百分比不足,組織顆粒大小不均勻,殘留應力等。
日本金型表面處理會於壓鑄模具壽命改善對策的研究報告中特別指出,防止SKD61的熱疲勞龜裂、應用超冷處理有顯著的效果。
針對壓鑄模具超冷處理計能下列優點:
1.析出過度固熔的碳化物顆粒,增加材料表面的強度,有效的延長材料表面發生熱疲勞龜裂的初階段。
2.行組織均勻麻田散鐵基地,增加材料的整體機械性質,有效的抑制已發生熱疲勞龜裂的進展。
3.消除熱處理過程中殘留的組織變態應力,配合加工品質的改良,消除熱疲勞龜裂的起點。
參考文獻
1.R.F BARRON:CRYOGENIC,CRYO-TECH;HEAH TREATING,1974-6
2.J.CARBONARE:PRINT ON CONTROLLED DRY CRYOGENIC PRO-CESS,MATERLALS IMPROVEMENT,INC 1979
3.T.P.SWEENEY:DEEP CRYOGENICS:THE GREAT COLD DEBATE;HEAT
TREATING,1986-2
4.BATTELLE:CRYOGENIC PROCESSING TL IMPROVETOOL
LIFE;AMULTICLIENT PROPOSAL;1987
5.“USING PROCESS CONTROL FOR CRYOGENIC ACCURACY”,HEAT
TREATING 1991-1
6.八重堅:ON THE CRYOGENICS TREATMENT OF FORGED AND HARD-ENED
STEEL ROLL(HIGH C-CR STEEL)FOR COLD MILJ;
COMFERENCIA INTERNATIONAL DE TERMICOS TRATAMAINTOS
BARSELONA,
7.B.O.B:IMPTOWED TOOL LIFE BY THE CRYOTOUGH TREAMENT;
METALLURGLA,VOL.56,NO.4.1989.
8.金屬熱處理季刑:超冷處理(CRYOGENIC TREATMENT) 簡介.1992
9.模具熱處理歐陽渭成編譯,第4-2章(超冷處理之優點)01993-4
10.模具技術資訊:第一期.第 四 期 論超冷處理(CRYOGENIC
TREATMENT)特別報導.1995-7
11.模具技術資訊 第35期 超冷處理之效率比較。
12.87年粉末冶金年度會刊 超冷處理VS深冷處理之比較。
13.88年機械五金總覽 超冷處理特刊。
超冷處理應用系列報導(一)
東莞市信展超冷科技有限公司 網址:WWW.Cryogenic.cn
東莞市信展超冷科技有限公司
地址:廣東省東莞市長安鎮沙頭橋東街13號F棟
聯繫電話:0769-85389301-2 85391301-2
傳真號碼:0769-85389303
東莞信展超冷
CRYOGENIC PROESSING
超冷處理針對銅合金的效益
點焊用焊接銅電極若施與超冷處理(Deep Cryogenic Treatment),不僅電極的端面磨耗與塑性變形會減少,並且延長3-5倍的壽命。不會發生組織變態的銅合金,經超冷處理後可以顯著的增加材料工件的使用壽命,雖然到目前還沒有正確的論基礎,尚無法明白其原因,但能夠確定的是銅合金的組織會更為緻密,同時促進時效(aging),增加塑性變形的阻抗,單次使用除增加3-5倍壽命外,積碳層從原先0.20-0.25MM降低至0.18-0.13MM可顯著的降低再研磨量。
除了電焊電極與放電電極外,氧氣一乙炔焊用火口(黃銅制)經超冷處理可以延長二倍的壽命。
美國資訊工業更將該技術運用在電子零件與積體電路上,如將電腦主機板、主板記憶、晶元片等,除消除殘留應力外,可增快運算的速度,並可延長二倍的壽命。
超冷處理應用系列報導(二)
東莞市信展超冷科技有限公司 網址:WWW.Cryogenic.cn
東莞市信展超冷科技有限公司
地址:廣東省東莞市長安鎮沙頭橋東街13號F棟
聯繫電話:0769-85389301-2 85391301-2
傳真號碼:0769-85389303
東莞信展超冷
CRYOGENIC PROESSING
超冷處理針對鋁合金的效益
把硬鋁(DURALUMIN)固溶處理後,再進行超冷處理(DEEP CRYOGENICTREATMENT),由於可以促進時效及大幅消除殘留應力,故可以提升整體機械性質。此外尚有將鋁合金鑄件經超冷處理後能提升其被削性的研究資料。
目前在臺灣的機械工業中運用超冷處理提升鋁合金效能有數十個實際案例,大部分經超冷處理的材料有7075、6061等。是鋁合金制的運用在高速運轉的機械零件經超冷處理後效果更為顯著。
超冷處理針對燒結零組件的效益
目前的機械零元件大部分都是採用粉末冶金術製成的P/M零元件,已經有研究報告指出這些淬火零件或滲碳、氮化零件經超冷處理後,殘留沃斯田鐵會減少,硬度也會上升,因而提高耐磨耗性。
目前在臺灣的機械工業中,成功的將超冷處理的技術運用在織布機零件上。
超冷處理針對超硬合金的效益
如果在超硬合金上施以超冷處理,可以提升2-4倍的使用壽命。目前原因不是很清楚,但可以確定的是經超冷處理後的超硬合金其殘留應力可以降至最低,因而提升整體的機械性質(耐衝擊性與疲勞強度提升)。
超冷處理應用系列報導(三)
東莞市信展超冷科技有限公司 網址:WWW.Cryogenic.cn
東莞市信展超冷科技有限公司
地址:廣東省東莞市長安鎮沙頭橋東街13號F棟
聯繫電話:0769-85389301-2 85391301-2
傳真號碼:0769-85389303
東莞信展超冷
CRYOGENIC PROESSING
美賽車專業人員測試超冷處理對引擎零件與相關零件之效益說明:
1.機車汽門彈簧,必須每次更換,處理後可以賽車7次。
(彈簧每次賽車性能降低20%)
美國福特汽車公司已在進行引擎汽門彈簧效益測試,將全面採用經超冷處理過汽門彈簧。
2.哈雷機車其傳動小齒輪軸,進行塞車時會斷,進行超冷處理後,可以塞車150次。
3.馬自達PX-7煞車碟片,處理效果非常顯著,一般煞車碟片容易減少煞車力,經超冷處理後煞車力不會減少,約一般煞車碟片3們效果。
4.GO Kart 小賽車使用B&S引擎,賽車4-5趟後引擎就必須大修,經超冷處理後可以賽車至15趟。
B&S引擎經實際測試:
超冷處理前:引擎轉速6000rpm,缸壓900psi
超冷處理後:引擎轉速7200 rpm,缸壓1092psi
(經處理後引擎摩擦變小,比較密合。)
超冷處理應用系列報導(四)
東莞市信展超冷科技有限公司 網址:WWW.Cryogenic.cn
東莞市信展超冷科技有限公司
地址:廣東省東莞市長安鎮沙頭橋東街13號F棟
聯繫電話:0769-85389301-2 85391301-2
傳真號碼:0769-85389303
東莞信展超冷
CRYOGENIC PROESSING
超冷處理應用-沃斯田鐵系之不銹鋼302彈簧效益分析
美國紐約的AL-TECH Speciality Steel 公司的研究報告指出,對SUS302彈簧施與超冷處理,張力強度是 200㎏f/㎡,扭曲降伏點是100㎏f/㎡,兩者比未處理品約強30%,重量可減輕60%,是因扭曲降伏點很高,因而可以縮小彈簧直徑,也因此能夠減少線圈的圈數(4圈-6圈),連帶的可提升產品的定位,及降低成本,本彈簧稱為Cryotec302彈簧,專利權屬於美國Union Carbide 公司所有。本彈簧便可使用17-7PH不銹鋼鋼線彈簧代替變具相同效果。
析出硬化型不銹鋼村(PH型 SUS630,631),由於會析出硬化,經超冷處理更能促進析出硬化提高性能。
對於麻田散鐵系不銹鋼材(SUS420J,440A.B.C)若進行超冷處理,亦有效提高耐磨耗性及切削性能。
超冷處理應用系列報導(五)
東莞市信展超冷科技有限公司 網址:WWW.Cryogenic.cn
東莞市信展超冷科技有限公司
地址:廣東省東莞市長安鎮沙頭橋東街13號F棟
聯繫電話:0769-85389301-2 85391301-2
傳真號碼:0769-85389303
三、超冷處理針對燒結零組件的效益:
目前的機械零元件大部分都是採用粉末冶金術製成的P/M零元件,已經有研究報告指出這粹火零件或滲碳、氮化零件經超冷處理後,殘留沃斯田鐵會減少,硬度也會上升,因而提高耐磨耗性。
目前在臺灣的機械工業中,成功的將超冷處理的技術運用在織布機零件上。
四、超冷處理針對超硬合金的效益:
如果在超硬合金上施以超冷處理,可以提升2-4們的使用壽命。目前原因不是很清楚,但可以確定的是經超冷處理後的超硬合金其殘留應力可以降至最低,因而提升整體的機械性質(耐衝擊性與疲勞強度提升)。
三、目前在臺灣運用超冷處理這個技術的行業:
超處理的技術自1991年由孫立德先生引進國內,專業於工具鋼、合金鋼、粉末燒結合金、銅合金、鋁合金、處理技術上。
應用行業包含衝壓模具、精密下料模具、塑膠模具、切削刀具、滾齒刀、拉刀、螺絲沖模、螺絲牙板、括胡刀片、往復式括胡刀片、機械零件(織布機零件、拉鏈機零件、馬達軸心、精密機械軸心、針織機零件、封裝機零件)、氣動工具零件、賽車引擎、鈦金屬合金及零件、自行車鋁合金零件、汽車煞車盤煞車鼓、運動器材、高爾夫球頭、高爾夫球、電子積體電路零件、彈簧(尤其精密彈簧效果更為顯著)、電接點零件、變壓器、不銹鋼或燒結不銹鋼(300及400系列)零件、銅電極、點焊頭、乙炔焊口、銅樂器及琴弦、CD唱片、NYLON襪、鐵弗龍等。
以上各行業之處理刀具零件均作過效益分析及實際使用測試評估,效果卓越,目前臺灣工業成功地應用該技術持續增加,並適範圍一直再擴大,超冷處理不論理論探討及制程研究上都有很大的發展空間,在成本效益上將有極大的貢獻。
超冷處理應用系列報導(六)
東莞市信展超冷科技有限公司 網址:WWW.Cryogenic.cn
東莞市信展超冷科技有限公司
地址:廣東省東莞市長安鎮沙頭橋東街13號F棟
聯繫電話:0769-85389301-2 85391301-2
傳真號碼:0769-85389303 | 
